|
7947| 12
|
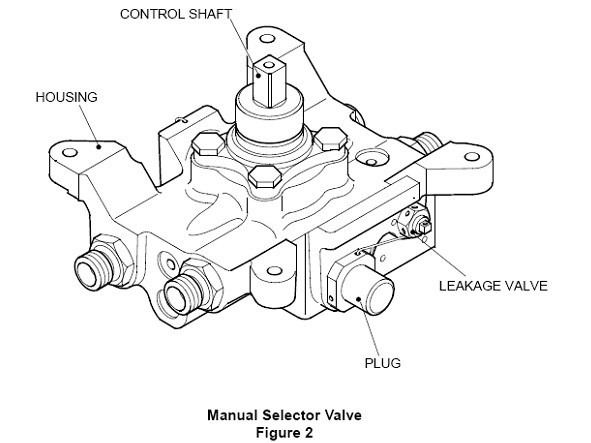
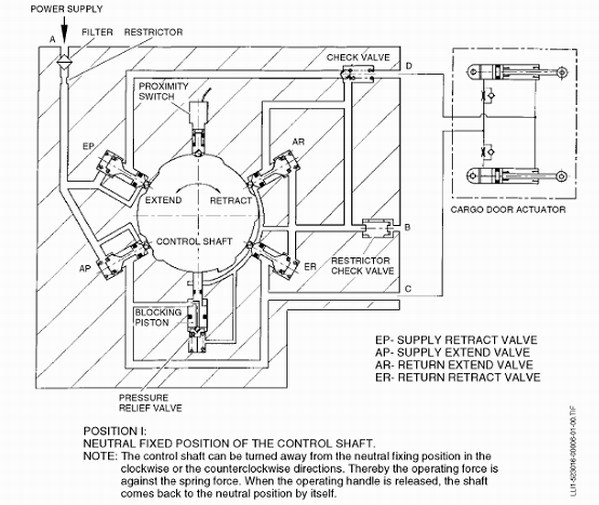
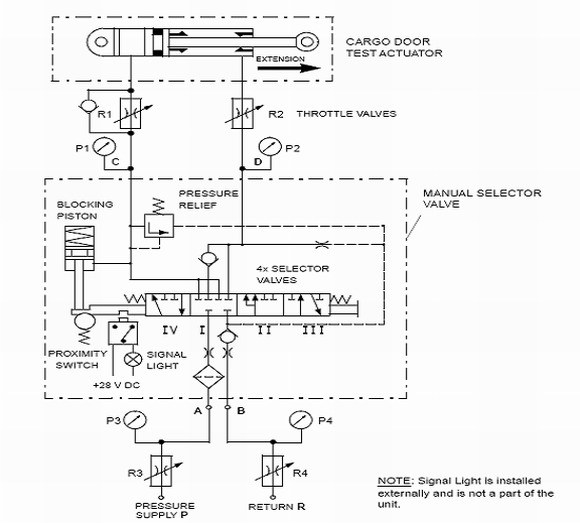
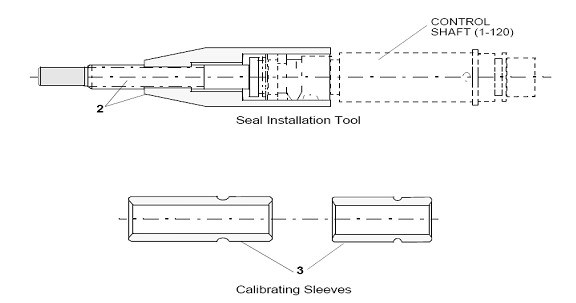
[A320] A320货舱门人工选择活门修理技术与故障分析 |
| ||||||||||||
| ||
| ||
| ||
|
难得糊涂
|
||
| ||
|
一切从平常开始
|
||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
| ||
本网站属技术交流网站。
本论坛言论纯属发表者个人意见,与“机务在线”立场无关。
论坛严禁发布色情反动言论及有关违反国家法律法规内容!
情节严重者提供其IP,并配合相关部门进行严厉查处!
论坛资源由会员从网上收集整理或会员总结所得,版权属于原作者。
论坛所有资源是进行学习和经验交流之用,请在下载后24小时删除。
本站出于学习和维修目的进行交流和讨论,如有侵犯原作者的版权,
请告知我们,我们将立即做出整改,并给予相应的答复,谢谢合作!
我们的联系方式:电话:13686825091;微信:8268354
粤ICP备17048245号





 关于燃油油量指示跳变的分析(QUANTITY)
关于燃油油量指示跳变的分析(QUANTITY) 新加坡机务技术员大型招聘
新加坡机务技术员大型招聘 M9备考策略及资料分享
M9备考策略及资料分享 云南泛美147诚聘专职教员
云南泛美147诚聘专职教员



 发表于 2010-9-23 14:20:43
发表于 2010-9-23 14:20:43