在昨天转发的文章中:
CFM56-7B发动机进气机匣损伤标准
其中很详细的介绍了风扇机匣损伤的判断标准。但是,如果缺乏一些相应知识的话,实际中还是会遇到麻烦。下面简单介绍一下:
整个风扇框架模块包括这些主要部分:
-
风扇包容机匣
-
OGV组件(OGV,分离整流罩,内外罩环)
-
风扇框架组件(罩环和12个支撑)
-
径向驱动轴壳体


如其名字,这是一个包容环和机匣的组合体,这个机匣也起到这两个作用。
什么是包容环呢,就是风扇叶片发生意外断裂时,由于高速旋转肯定要飞出去,这个包容环就是防止他飞到发动机外面去的,当然是理论上的。参考之前美国西南航空的事故,风扇叶片断裂,导致破环了整个发动机进气道,最后碎片又击穿了客舱的玻璃,导致一名乘客死亡。

而机匣的作用是形成气流通道,另外在上面挂一些附件,如IGB/TGB/OGV/风扇整流罩。
包容机匣的材料为铝合金。
OGV的作用是导流,改善风扇后气流方向和使流动平滑,提升推力效率,共有76片。

OGV的材料为铝合金。
风扇框架组件是发动机前部的主要结构,前吊点、1#2#轴承都连接其上,其包括:

风扇框架罩环的材料为铝合金:

12个支撑柱的材料为钛合金:

径向驱动轴壳体:

风扇进口机匣检查
Fan Inlet Case Inspection (Detail)
AMM TASK 72-24-01-200-801-F00
很明显,这部分AMM对应的只是包容机匣的检查(蓝色部分):


按离风扇叶片的距离,包容机匣分为前部区域和后部区域,具体又分为6个区域:
-
风扇叶片对应的是3区
-
前部区域:区域1和2
-
后部区域:区域4、5、6

3种检查方法适用性:
-
Simplified Criteria-前部区域:区域1和2
-
Trinomial Inspection-所有区域
-
Template Inspection-前部区域和后部区域:区域1、2、4、5、6
综上可知,CFM56-7B的风扇机匣分为两段:Fan Inlet Case(Containment Case)和Fan Frame,而且都是铝合金的,因为铝相对较软,所以经常会由于磨损和碰擦导致机匣损伤报废。

厂家也一直在放宽标准和推出修理工艺,这些在每年的WTT材料里都有。

我们在看AMM手册时,会涉及到一些SB,比如SB 72-0032和72-0931,我们该如何确定发动机执行过SB没有呢?
首先,我们可以看看这些SB的内容,比如SB 72-0931:
用账号登录发动机厂家网站:
https://mycfmportal.com/

在myTechPub里点击CFM56-7B的在线手册打开:

也可以用本地最新光盘版的手册,我个人喜欢用在线的手册,因为保持是最新的,而且界面好。

可以看出SB 72-0931是宣布新推出了件号340-059-840-0的包容机匣。

原因是包容机匣上容易因为划痕、凹坑、缺口超限而报废,新推出的增加了壁厚以提升损伤容限。
所以其实很简单,直接看当前装机的风扇机匣的件号就能知道是POST还PRE这些SB。
当然,如果平时有学习CFM WTT资料的话,这些都会有了解:

如果不是发动机工程师,其实通过IPC也能知道,这些SB是否执行是和风扇包容机匣的件号对应的:
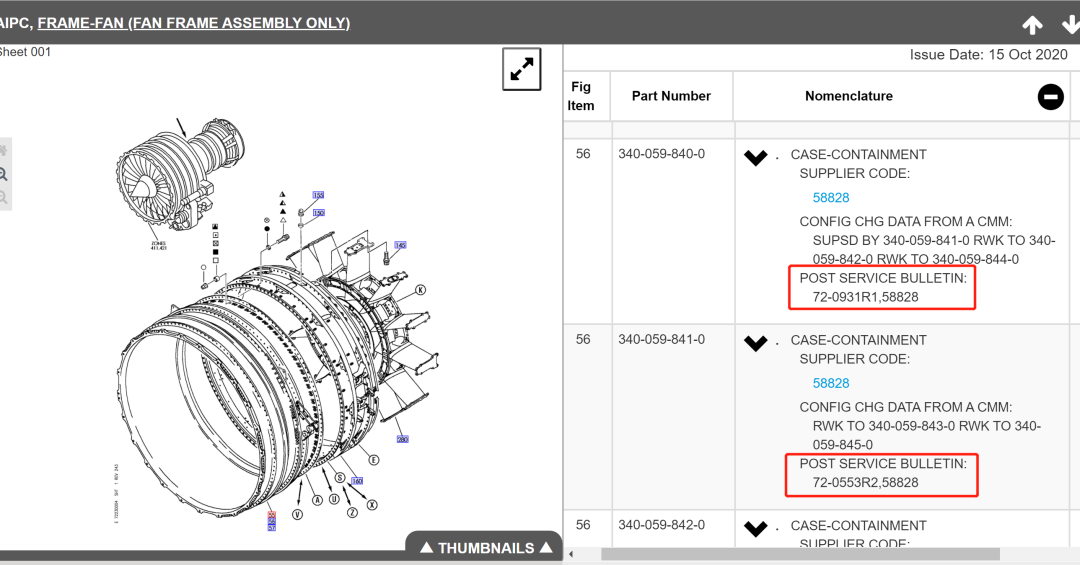
件号可以在风扇机匣本体上看到(位于12点钟),也可以查最近一次发动机的出厂资料:

另外就是AMM手册在检查之前,要求先对检查区域进行打磨和局部蚀刻处理:

▉用砂纸手工打磨光滑:
(Hand Blending -Maintenance Practices, TASK 70-10-07-800-801-F00).

▉局部蚀刻:
Local Swab Etching - Maintenance Practices, TASK 70-10-11-800-801-F00.
首先要根据需要处理的区域的材料选择所需溶液:

比如包容机匣外表面,材料为铝合金,需要的溶液材料为G51478 aluminum alloy etchant [S1096]。

S1096航材通常是没有的,但可以参考CFM的SPM配制。打开SPM 70-00-99:

CHEMICAL SOLUTION里找到S1096:

配制需要CP1004,氢氧化钠:

在CPM里找到CP1004或者直接点击链接过去,也可以看出CP1004就是NaOH。

配制比为200克氢氧化钠加入500毫升蒸馏水中,慢慢小心搅拌混合,冷却后再加蒸馏水到1L溶液。
这里给出的是配制1升的S1096溶液,正常我们只需要根据用量来配制就行,固体氢氧化钠用量比为:200克/升。
溶液配制好后,具体蚀刻施工步骤:
用塑料布和胶带将需要蚀刻的部位周边保护起来,不要让蚀刻溶液污染到周边区域。
用镊子夹住棉签蘸取蚀刻溶液不停地擦拭蚀刻表面,清洗时间参考表格中不同材料对应的时间。

注意:要一直保持表面有新鲜溶液,用棉签不停蘸取新鲜溶液在表面擦拭,防止表面出现沉淀物。
蚀刻完成后用干净抹布吸干表面溶液。
用抹布蘸水轻轻擦拭表面3次以上,再用干抹布或纸擦干。也可用流水冲洗,然后用空气吹干。
干燥后立即对蚀刻表面进行目视检查,确保溶液浸蚀了表面。
警告:蚀刻溶液具有毒性和腐蚀性,注意个人防护和通风!
局部蚀刻(酸蚀或碱蚀)的目的
其实是为了后面的荧光渗透检查(FPI:fluorescent-penetrant inspection)能得到准确的结果。
荧光渗透检查完了后,做一下表面阳极化保护涂层处理。这个在飞机结构处理上很常见,用阿洛丁。
最后总结一下本次的内容:
1、风扇机匣各部分组成及材料
2、SB是否已执行的确认
3、发动机标准施工溶剂的配制方法(SPM)
最重要的还是平时要多注意手册的学习,多关注机队曾经发生的问题,不能等到遇到事了,再开始现问现找。
心中有数,才能遇事不慌。






 为什么737NG起落架手柄卡在UP位要求前轮转
为什么737NG起落架手柄卡在UP位要求前轮转 EDP更换总结
EDP更换总结 案例分享 | 右发EDP堵头处渗漏导致空中B系
案例分享 | 右发EDP堵头处渗漏导致空中B系 VSV作动环衬套损伤放行标准和更换注意事项
VSV作动环衬套损伤放行标准和更换注意事项










 发表于 2020-11-9 17:59:45
发表于 2020-11-9 17:59:45